Michael Huth
Manager Sales and Marketing

Do you have questions about our products?
Do you need our service?


Zimmer&Kreim confirms: Additional electrode saves time and significantly reduces wear.
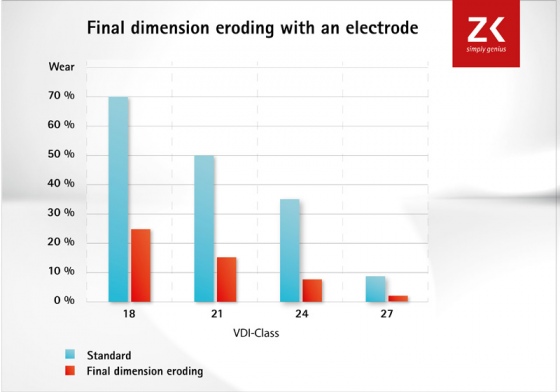
Finishing with graphite means high wear and tear of the electrode. What was previously considered as a kind of law of nature of eroding is now a thing of the past. With magic3PRO from Zimmer&Kreim, final dimension tuning is now child’s play.
If tool and mould makers had had to vote, then the vote would probably have been unanimously in favour of graphite: “Full risk up to final dimensions?” No thanks! Because that may result in rework, which involves a great deal of wear and time.
Zimmer&Kreim has now cleared up this question definitively: the strategy is low-wear finishing to final dimensions. This is made possible on the one hand by the specified generator control genius “magic3PRO” and on the other by a new strategic use of graphite electrodes for finishing.
Until now, reworking to final dimensions with a graphite electrode inevitably involved a great deal of wear. “Yet this was necessary time and again”, knows Günther Wolf, head of technology and process engineering at Zimmer&Kreim. “There are various reasons for this.” For fear of damage, eroding is usually not carried out to the limit of the data dimensions – it remains a “panic measure”. In such a case further eroding is necessary.” However this becomes necessary, the high wear of the graphite electrode is a problem in the production process, because often new electrodes have to be made. “Every tool and mould maker knows how uneconomical this is: the entire order processing is slowed down – the time pressure increases.”
New strategy thanks to intelligent technology
Zimmer&Kreim has achieved the crucial breakthrough and made finishing to final dimensions with graphite “respectable”, so to speak. This has been achieved with “magic3PRO”, a further development of the already known magic3 technology. Every ZK customer knows that the generator controls of the genius machines can do three things especially well: eroding with copper, graphite or tungsten carbide. The results are convincing irrespective of the material. Hence the name – magic3. The new feature of the further development of the generator control, which no manufacturer has achieved so far: The low-wear finishing to final dimensions with graphite electrodes. This innovation provides a completely new view of eroding strategy: the operation “finishing to final dimensions can now be included, wherever feasible, and even as planned, in the overall process.
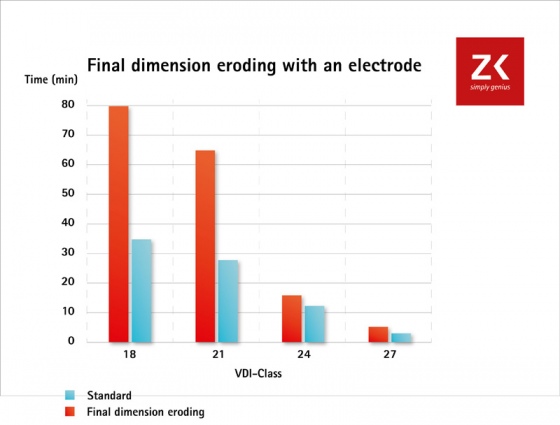
Behind the innovation is intelligent technology that has now been integrated in all Zimmer&Kreim machines: the advanced generator technology of “Magic3PRO” can automatically optimise pulse times and pulse flows and adjust them perfectly to the finishing requirements. This reduces the wear on the electrode to almost zero, while the erosion process is simultaneously extended. This can lead to considerable time savings per workpiece in the context of a changed overall strategy when using electrodes.
The tool and mould maker can in future consider: “With simple electrode geometries which are quick to mill, the production of new electrodes is still worthwhile”, explains Günther Wolf. “With complex geometries, wear-free finishing exploits its full advantages.”
Less total eroding time during multiple processing
Despite the higher time for the finishing: the total eroding time – for example, in multiple processing – can be significantly reduced with the aid of “magic3PRO” for complex moulds through a modified eroding strategy.
“We have tested this process down to the last detail,” confirms Günther Wolf. “The results with graphite are unbeatable.”
The finishing takes place with “magic3PRO” with little power and usually low undersizes. The new technology is used for component changes or minimal edge wear, when contours have to be chased, or for multiple processing when the electrodes show high wear. This produces impressive results for all of these operations: pro quality, pro less time and pro low wear when eroding with graphite.
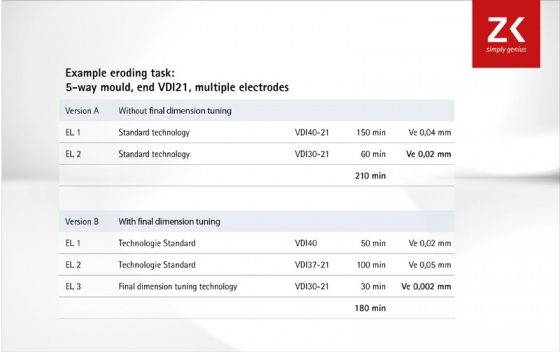
Example: 30 min time saving with magic3PRO with an additional finishing electrode
Wear-free roughing with the V-module
Wear is always an issue: for this reason, Zimmer&Kreim once again took a close look at roughing in the course of the development work, and with the V-module enables graphite eroding in the area of roughing with almost “zero wear”. The V-module can be retrofitted to the machines of the genius series 700 and 1000.
Do you have any questions?
Your contact person: