Geringer Verschleiß, Konturengenauigkeit, feinste Oberflächen
In der IT und Medizintechnik kommen winzig kleine Teile mit perfekt glatten Oberflächen zum Einsatz. Die Anforderungen an den Erodierprozess liegen vor allem in höchster Präzision bei schneller Bearbeitung und geringem Verschleiß. Mit der genius 602 Nano hat sich Zimmer&Kreim auf die exakte und verschleißarme Bearbeitung mit kleinsten Elektroden im Mikro-Bereich spezialisiert.
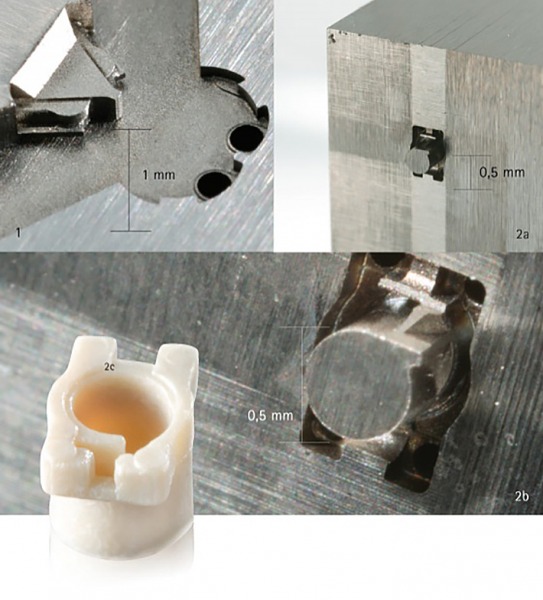
1) Schieberform Lichtleitertechnik
2a) 0,5 mm großes Werkstück
2b) Vergrößerung des Werkstückes
2c) Fertiges Spritzgussteil Endgröße 2 x 1,5 mm